![]()
Zorluk:
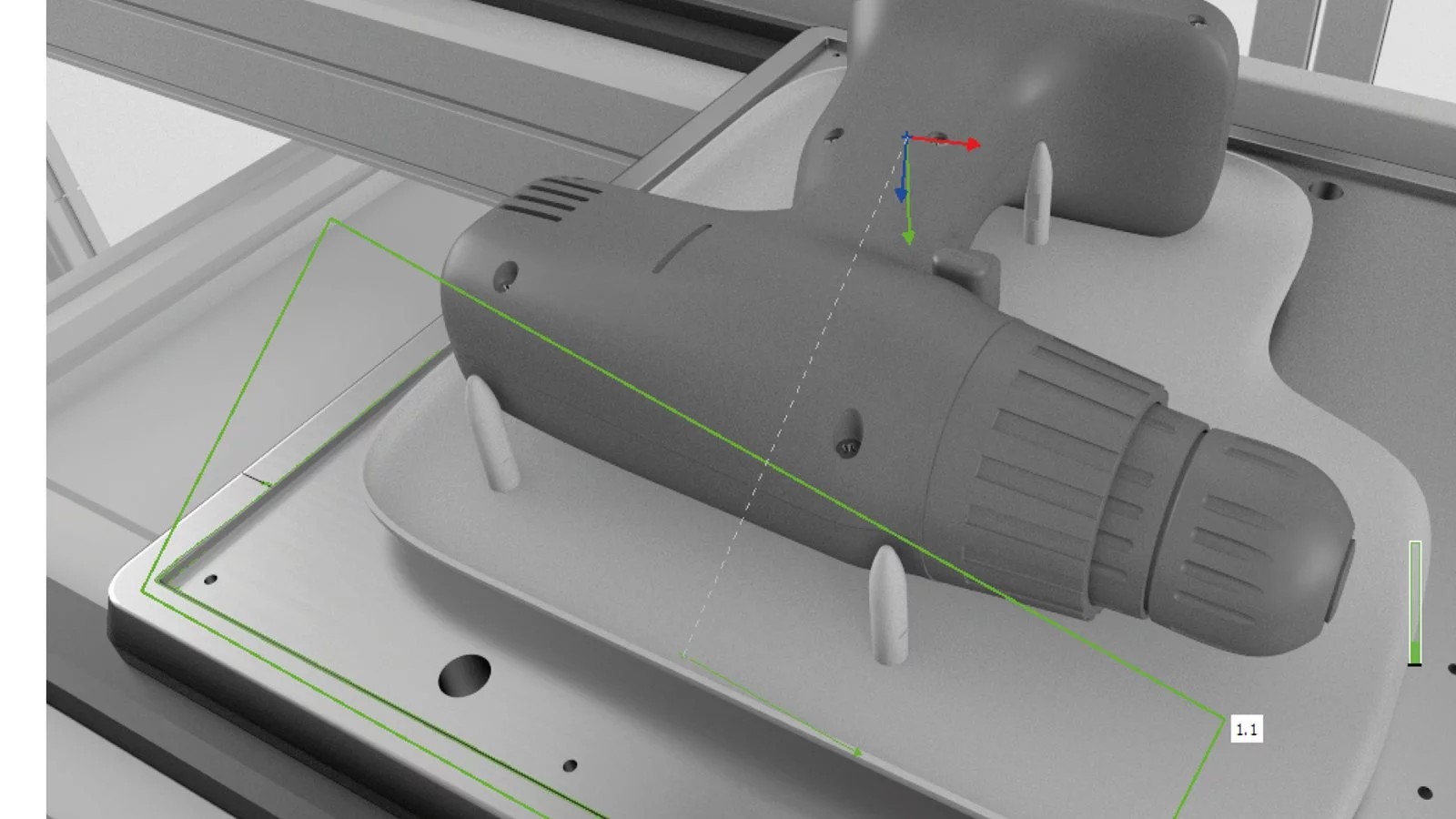
Vidalama yapılırken vidaların sırasından, her bir vida için farklı sıkma torkuna kadar birkaç parametre dikkate alınmalıdır. Otomatik vidalama sistemlerinin delik konumlarını tolere etme kabiliyetinin düşük olması robot parça arasındaki pozisyonlama hassasiyetinin yüksek olmasını gerektirir, bu işlem adımını daha da karmaşık hale getirir.
Çözümümüz:
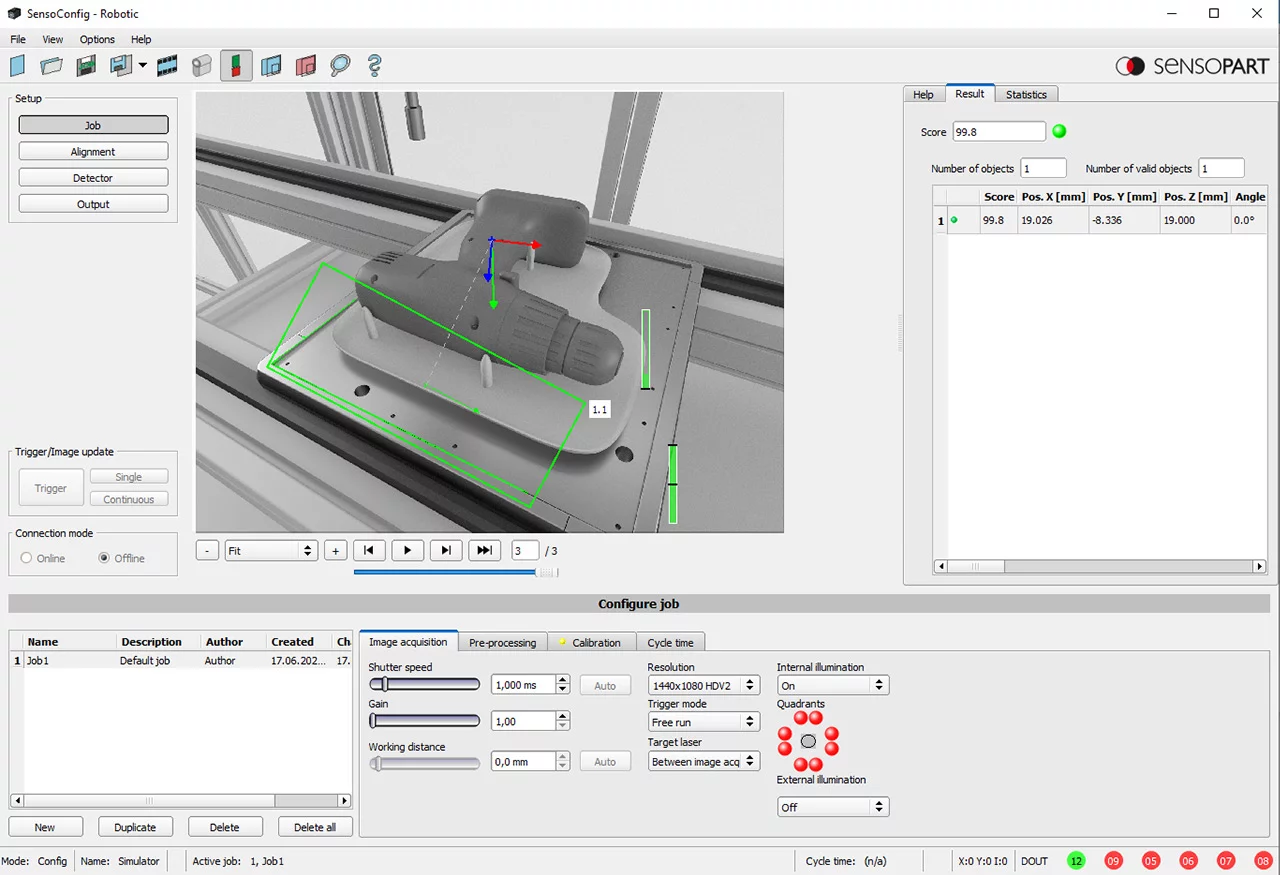
Tüm robot kolları üzerine monte edilebilen Visor Robotik ile, vidalanacak delikler vidalayıcının tolere edebileceğinden daha farklı yerlerde gelmiş olsalar dahi robot uygun yere yönlendirilerek vidalamanın doğru yapılmasını sağlayabilecektir. Bu tolerans dışı durumlar üretime bağlı parça üzerine deliklerin farklı konumlarda açılmış olması gibi sebeplere dayanabileceği gibi parçanın kasa ve konveyör üzerinde farklı yerlerde gelmesinden de kaynaklanabilmektedir. Visor Robotiğin fonksiyonelliği sayesinde deliğin başka kalite problemlerine yol açabilecek kadar kaymış olması durumlarında ise direkt olarak hata çıkışı verilerek yalnızca robot yönlendirmesi değil aynı zamanda kalite kontrol de aynı istasyonda yapılabilmektedir.
Faydalar:
- Artan verimlilik, çalışma süresi ve genel kalite
- Azaltılmış mekanik karmaşıklık, böylece sisteme yeni ürünlerin eklenmesi ve üretimdeki çeşitliliğin sorun olmaktan çıkması
- 3D başlangıç pozisyonunu otomatik olarak hesaplaması nedeniyle azaltılmış programlama